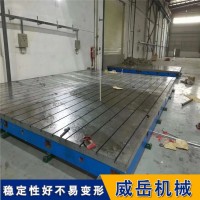
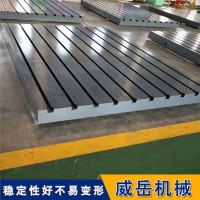
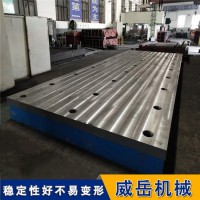
铸铁试验平台也被称为铸铁平板,是一种应用广泛的设备,铸铁试验平台外观基本上是箱体式,工作面有长方形、正方形或圆形,材料为HT200-300,,采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。铸铁试验平台在生产过程中,会出现重量的偏差。往往铸铁试验平台的设计考虑到铸造误差和机械加工的误差,铸铁试验平台的重量误差一般不得超过10,超过10时,要对铸铁试验平台的质量做进一步的鉴定才可以确定此铸铁试验平台是否可以投入使用。铸铁平板按结构分为筋板式和箱体式,按用途分为检验平板、划线平板和压砂平板,按准确度级别分为00、0、1、2、3级平板,其中2级以上为检验平板,3级为划线平板。
铸铁试验平台铲刮形式,粗刮,若工件表面比较粗糙、加工痕迹较深或表面严锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮刀,行程教长(10mm~15mm之间),痕较宽(10mm),迹顺向,成片不重复。机械加工的痕挂除后,即可研点,并按显出的高点刮削。当工件表面研点每25㎡×25㎡上为4~6点并留有细刮加工余量时,可开始细刮。适用于焊接平台、装配平台、试验平台。
细刮细刮就是将粗刮后的高点刮去其特点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着方向刮,刮完一遍,刮遍时要成45度或60度方向交叉刮出网纹。当平均研点每25㎡×25㎡上为10~14点时,即可结束细刮。适用于划线平台。精刮在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,平均研点每25㎡×25㎡上应为20~25点,长用于检验工具、导轨和紧密工具接触面的刮削。适用于检验平板、检测平板、检验平台。刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有,斜花纹、燕形花纹和鱼鳞花纹等。另外,还可通过观察原花纹的完整和消失的情况来判断平面工作后的磨损程度。
铸铁试验平台加工要求,机床调整根据铸铁试验平台的被加工表面与相对位置,将横梁的高度调到适当的位置。将两个侧刀架的高度调到适宜刨削平板两侧面的位置。因铸铁试验平台的重量大,行程长,所以切削速度不宜选择过高。要在运行中调整行程长短,并要求在工作行程开始时能使低速切入平板,在工作行程结束时能使低速切出大型铸铁试验平台。选择平头精刨刀。这种切削刃较宽且平直,适宜大型铸铁试验平台的精刨和半精刨用。机械夹固式尖头刨刀。适用于铸铁试验平台的粗加工或半精加工。铸铁试验平台的装夹,铸铁试验平台的夹紧方法应按平板的外形情况而定。若铸铁试验平台的两端有台阶或凹槽,则可用压板在该处搭压。若工平板两端无法搭压板,可用斜铁或螺丝撑将平板夹紧。
联系人威岳机械谢女士15350773479
原文链接:http://www.ruku.cc/chanpin/show-1319.html,转载和复制请保留此链接。
以上就是关于铸铁试验平台|试验平台|电机试验平台全部的内容,关注我们,带您了解更多相关内容。
以上就是关于铸铁试验平台|试验平台|电机试验平台全部的内容,关注我们,带您了解更多相关内容。